
Прикрепить пластик к листовому металлу 10мм толщиной.
m
.mIR
11:38, 19.05.2014
Здравствуйте!
Понимаю, что ситуация не очень умная, и я сам в другой ситуации сказал бы, что не надо крепить, но надо )))
Итак: имеется металлическая стена. Толщина стенки - 10 мм. Сталь 3.
Каким то чудом надо к ней прикрепить 20 мм пластик, да еще таким образом, чтобы он крепко держался. Площадь - 100 м.кв
Приклеить не получится.
Есть вариант сверлить предварительно сверлом, а потом в это отверстие загонять саморез по металлу. Но тогда потребуется много-много сверел и куча времени. А хотелось бы уложиться в 3-4 дня.
есть вариант сделать в пластине закладные шайбы такие
http://vaz.ee/articles/images/historyoftuning/13sh...
и прихватывать точечной сваркой к листу по внутреннему диаметру шайбы.
Только еще надо будет найти организацию, которая наштампует пару тысяч шайб необходимого диаметра.
Но с этим не будет проблемы, мне кажется.
Были еще мысли каким-то образом пристрелить дюбель-гвоздем, но я пока не знаю таких дюбель-гвоздей, чтобы пристреливаться к листам 10мм толщиной. Хотя, теоретически предполагаю, что такие есть.
Может вы, уважаемые, подскажете какое-нибудь более простое решение?
[Сообщение изменено пользователем 20.05.2014 10:21]
Понимаю, что ситуация не очень умная, и я сам в другой ситуации сказал бы, что не надо крепить, но надо )))
Итак: имеется металлическая стена. Толщина стенки - 10 мм. Сталь 3.
Каким то чудом надо к ней прикрепить 20 мм пластик, да еще таким образом, чтобы он крепко держался. Площадь - 100 м.кв
Приклеить не получится.
Есть вариант сверлить предварительно сверлом, а потом в это отверстие загонять саморез по металлу. Но тогда потребуется много-много сверел и куча времени. А хотелось бы уложиться в 3-4 дня.
есть вариант сделать в пластине закладные шайбы такие
http://vaz.ee/articles/images/historyoftuning/13sh...
и прихватывать точечной сваркой к листу по внутреннему диаметру шайбы.
Только еще надо будет найти организацию, которая наштампует пару тысяч шайб необходимого диаметра.
Но с этим не будет проблемы, мне кажется.
Были еще мысли каким-то образом пристрелить дюбель-гвоздем, но я пока не знаю таких дюбель-гвоздей, чтобы пристреливаться к листам 10мм толщиной. Хотя, теоретически предполагаю, что такие есть.
Может вы, уважаемые, подскажете какое-нибудь более простое решение?
[Сообщение изменено пользователем 20.05.2014 10:21]
Т
Темник
11:58, 19.05.2014
Саморез по металлу с удлиненным пером.
h
house_spirit 
11:58, 19.05.2014
монтажная пена
13:04, 19.05.2014
я пока не знаю таких дюбель-гвоздей
D4 пробивает рельсу.
А пристреливать пластик - под дюбель нужно укладывать огромную закладную, иначе все дюбели пойдут навылет через лист ПВХ.
Какого размера карты? В каких условиях будет эксплуатация?
Может быть приклеить на двусторонний скотч?
Десятку сверлить вообще не вариант. (2 миллиметра профильной трубы насверлишь штук 100 - рука отваливается). И ссылку поправьте, а не то по ней страница 404.
T
Tetra 
23:59, 19.05.2014
приварить профиля (тонкостенные квадратные трубы) и к ним херачить сверлящими саомрезами
сейчас читают
T
Tetra
00:06, 20.05.2014
автор не иначе бронепоезд со стелс-покрытием строит?
p
p-meson
00:37, 20.05.2014
прихватить на точечную сварку профильные уголки или т- образку и просто завести в них облицовку. смазав тыл силиконовым герметиком.
m
.mIR
10:24, 20.05.2014
монтажная пена
100% не выдержит
А пристреливать пластик - под дюбель нужно укладывать огромную закладную, иначе все дюбели пойдут навылет через лист ПВХ.
Пластик не пвх, покрепче будет: 90 ед по ШоруА, Предел прочности при растяжении, 500 кгс/см.кв
Листы будут армированы металлическим листом толщиной 2 мм
Какого размера карты?
500х 500 (как вариант), возможно 500 х 1000, или 1000 х 1000
Может быть приклеить на двусторонний скотч?
точно нет, оторвет нафик))
Десятку сверлить вообще не вариант.
К такому
же мнению склоняюсь, даже если брать специальные сверла (многоуровневые), то умрут насверливать 2000 отверстий.автор не иначе бронепоезд со стелс-покрытием строит?
почти да)
m
.mIR
10:46, 20.05.2014
Примерно, вот так хочу сделать

[Сообщение изменено пользователем 20.05.2014 10:46]
[Сообщение изменено пользователем 20.05.2014 10:46]
T
Tetra
10:50, 20.05.2014
плазморезом отверстий прожечь само то будет
н
нет120му
10:55, 20.05.2014
Наплавлять
Греть основу и прижимать к ней пластик
А лучше всего взять эпоксидный наливной пол и действовать по инструкции
Греть основу и прижимать к ней пластик
А лучше всего взять эпоксидный наливной пол и действовать по инструкции
T
Tetra
11:08, 20.05.2014
и действовать по инструкции
в которой конечно же прописаны условия эксплуатации при температурах от -40С до +50С при постоянных фибрациях и ударных нагрузках.
m
.mIR
12:50, 20.05.2014
плазморезом отверстий прожечь само то будет
где?
Греть основу и прижимать к ней пластик
не будет держаться
в общем мы тут подумали и решили попробовать такой вариант: на обратной поверхности листов полимера будет металл толщиной 2 мм.
В листах оставить монтажные отверстия под электрод
и крепить методом контактной сварки.
возникает проблема: необходимо приварить лист толщиной 2 мм к листу толщиной 10 мм.
Если бы у нас обе поверхности были одинаковой толщины 2 мм, то все было бы легко и просто, но у нас толщины листов разные.
Есть специалисты контактной сварки?
Или может кто по опыту знает: как подобрать электроды в данной ситуации?
н
нет120му
13:03, 20.05.2014
в которой конечно же прописаны условия эксплуатации при температурах от -40С до +50С при постоянных фибрациях и ударных нагрузках.
А разный есть полимер.
У мамы на работе залили какой-то особо прочный, устойчивый к истиранию и воздействию кислот и щелочей
Радиоэкологическая лаборатория однако
m
.mIR
13:34, 20.05.2014
У мамы на работе залили какой-то особо прочный, устойчивый к истиранию и воздействию кислот и щелочей
Полиуретан, наверное. Или, может быть, эпоксивинилэфирное покрытие на основе бисфенола-А
p
p-meson
18:05, 20.05.2014
похоже автора не спасут саморезы - только болты насквозь с контрагайками
A
Andrello™ *2041* 
18:59, 20.05.2014
А чо хваленый "Момент-монтаж" не выдержит?
A
Andrello™ *2041*
19:24, 20.05.2014
приварить гайки к металлу потом на болты прикрутить пластик
Геморно. Под каждую гайку в листах пластика придется потай делать.
Варианты:
1 Клей
2 Сверловка и крепление мебельными болтами.
3 Футеровка у профессионалов.
M
Mixerr 
19:33, 20.05.2014
На какой-то выставке показывали устройство, которое способом, близким к контактной сварке, приваривало грибочки с резьбой. Оставалось только прикрутить винтик и все. Типа заклепки, но сваркой.
s
shinkuchann
19:56, 20.05.2014
плазморезом
плазмаганом

М
Морозян
20:15, 20.05.2014
Есть специалисты контактной сварки?
Или может кто по опыту знает: как подобрать электроды в данной ситуации?
Или может кто по опыту знает: как подобрать электроды в данной ситуации?
В контактной сварке нет электродов. Может точечной? Вам больше не электроды надо подбирать а силу тока.
m
.mIR
21:54, 20.05.2014
приварить гайки к металлу потом на болты прикрутить пластик
я бы рад, но на поверхности покрытия не должно быть металла, а толщина листа покрытия
Каким то чудом надо к ней
прикрепить 20 мм пластик
Высота гайки под М10 - 7 мм.
В контактной сварке нет электродов. Может точечной?
Может.
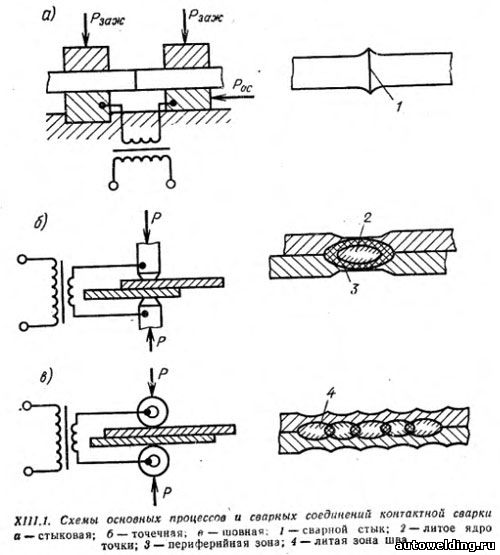
Честно говоря, разные источники пишут разное, например, википедия пишет:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка осуществляется на контактных сварочных машинах, которые бывают стационарными, передвижными и подвесными, универсальными и специализированными. По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки[3]. Сварочный трансформатор машины понижает напряжение сети до 1—15 вольт. Для сжатия деталей и подвода тока силой 1—200 кА служат электроды из сплавов меди. Мощность машин 0,5—500 кВА. Усилие сжатия 0,01—100 кН (1—10000 кгс) создаётся пневмогидроприводом или рычажно-пружинным механизмом. Ток длительностью от 0,01 до 10 секунд включается контакторами с электронным управлением[4].
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения.
а вот этот источник
http://www.autowelding.ru/index/0-31
дает уже информацию о контактной сварке "по ГОСТу"
Контактная сварка — процесс образования неразъемных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия, со стороны электродов.
Согласно ГОСТ 2601—84 контактная сварка принадлежит к термомеханическому (термодеформационному) классу способов сварки. Соединение в этом случае, как и при других способах сварки, образуется за счет формирования металлических связей между атомами в зоне контакта соединяемых деталей. При этом затрачивается тепловая и механическая энергия для обеспечения физического контакта и активации соединяемых поверхностей.
Контактная сварка — электротермодеформационный процесс (ГОСТ 2601—84), так как нагрев осуществляется проходящим током за счет выделения теплоты на электрических сопротивлениях разных участков соединения, в частности в общем случае и на контактных сопротивлениях, что послужило причиной появления термина «контактная сварка». В других странах (США, Япония, Великобритания) для определения этого способа получения соединений используют термин «сварка сопротивлением», который также подразумевает нагрев металла импульсным проходящим током — за счет действия внутренних источников теплоты. Как и при большинстве других наиболее распространенных способах сварки, например дуговой, металл нагревают до расплавления (точечная сварка, стыковая сварка оплавлением и т. п.), что гарантирует удаление поверхностных пленок и образование физического контакта по заданной площади.
Известные способы сварки классифицируются по ряду технических и технологических признаков (ГОСТ 19521—74):
1) по технологическому способу (форме) соединений — точечная, шовная, стыковая;
2) по конструкции соединения: виду сборки деталей — нахлесточные и стыковые (торцевые) соединения, предусмотренные выступы на одной из деталей — рельефная сварка;
3) по предельному состоянию металла в зоне сварки — с расплавлением металла и без расплавления;
4) по числу одновременно выполняемых соединений (швов) — одно- и многоточечная, сварка одним или сразу несколькими швами, одновременная сварка одного или нескольких стыков;
5) по способу подвода и роду сварочного тока — наиболее распространенные способы с кондукционным (контактным) подводом тока или с индукционным нагревом, характерным в основном для стыковой сварки; сварка импульсом переменного тока или униполярным импульсом (изменяющийся во времени ток одной полярности);
6) по применению дополнительных защитных или связующих компонентов (грунтов, эмалей, клеев, припоев) —сварка по слою грунта, клеесварные и сварнопаяные конструкции.
и
игуана иса 
22:03, 20.05.2014
чтобы не было металла - изготавливаются заглушки защелкиваемые
но обычно шляпками пренебрегают, как в случае защитной футеровки, так и для противоналипающих листов
но обычно шляпками пренебрегают, как в случае защитной футеровки, так и для противоналипающих листов
и
игуана иса
22:06, 20.05.2014
+ если сильного мех воздействия нет - при такой толщине пластика можно крепить закладными рейками
Авторизуйтесь, чтобы принять участие в дискуссии.